-

Fully Automated Roll Bending Solutions
Designed for extreme production capacity up to 350,000 parts / year -
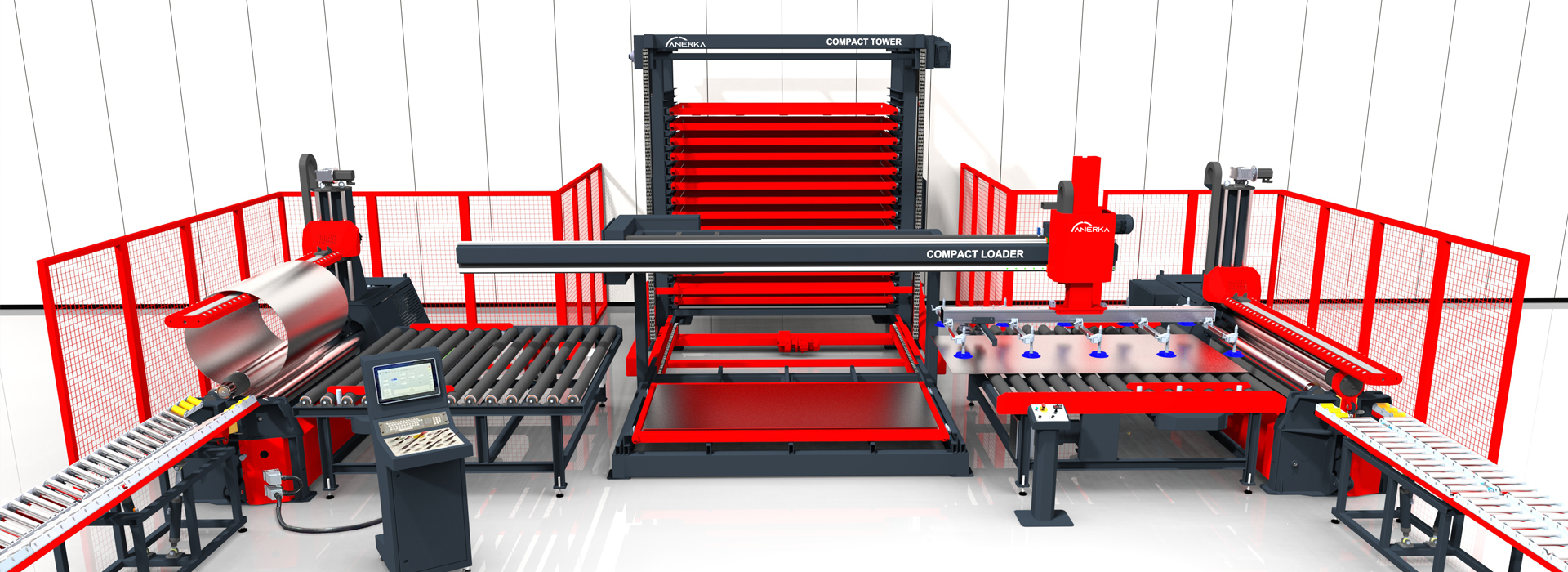
Automated Sheet Metal Storage Systems
From tower storage to fully automatic in-line roll bending systems -

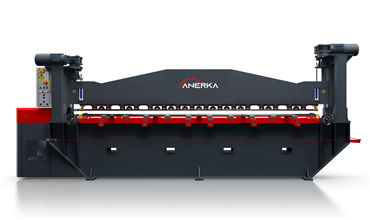
Plate Rolls
With over 25 years of experience wide range production capacity of 1mm to 100mm plate rolls -

Angle Rolls
 Committed to Superior
Committed to Superior
Quality and Results We have a solutionWith many solutions available,
We have a solutionWith many solutions available,
we can configure any machine to exactly match your requirements.Plate Rolls

Download Brochure

HR-4 Series 4 Rolls
Planetary Type Hydraulic Four Roll
Light and Mid Plates, High Volume
1~ 8m Bending Lengths
Ø130 ~ Ø430 Top roll diamater
2 ~ 50mm Capacity

HRR-4 Series 4 Rolls
Rectilinear Type Hydraulic Four Roll
Mid and Heavy Plates, High Volume
1 ~ 8m Bending Lengths
Ø330~ Ø760 Top roll diamater
8 ~ 100mm Capacity

HR-3 Series 3 Rolls
Planetary Type Hydraulic Three Roll
Versatile, Mid Plates, Job Shops
1~ 8m Bending Lengths
Ø200 ~ Ø430 Top roll diamater
4 ~ 50mm Capacity

VR-3 Series 3 Rolls
Variable Geometry Hydraulic Three Roll
Mid and Heavy Plates, Rolling Shops
1~ 8m Bending Lengths
Ø350 ~ Ø760 Top roll diamater
10 ~ 100mm Capacity
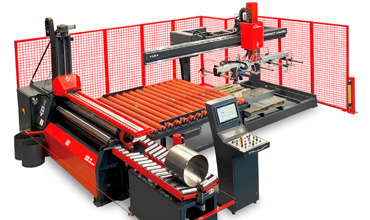
Automation Systems
Fully automated, Loading, Feeding, Squaring, Rolling, Unloading, Transferring, Welding
Light Sheets, Extreme Volumes
1m ~ 3m Bending Lengths
Up to 350,000 parts / year
1 ~ 10mm Capacity
VMR Series 3 Rolls
Variable Geometry Motorized Three Roll
Light Sheets, Multi Radius Forms
2m ~ 12m Bending Lengths
25mm ~ 50mm Top roll diamater
1 ~ 5mm Capacity
Angle Rolls
Download Brochure

HAR-85 Hydraulic Angle Rolls
Ø85 mm shaft diamaters
30 cm³ Section Modulus Capacity
Up to 3” SCH 40 (Ø89mm) Pipe Bending Capacity
Up to 80mm Angle Bending Capacity
7,5 Kw Main Motor Power

HAR-110 Hydraulic Angle Rolls
Ø110 mm shaft diamaters
60 cm³ Section Modulus Capacity
Up to 4” SCH 40 (Ø114mm) Pipe Bending Capacity
Up to 100mm Angle Bending Capacity
11 Kw Main Motor Power

HAR-140 Hydraulic Angle Rolls
Ø140 mm shaft diamaters
100 cm³ Section Modulus Capacity
Up to 5” SCH 40 (Ø141mm) Pipe Bending Capacity
Up to 120mm Angle Bending Capacity
15 Kw Main Motor Power

HAR-190 Hydraulic Angle Rolls
Ø190/170 mm shaft diamaters
220 cm³ Section Modulus Capacity
Up to 6” SCH 40 (Ø168mm) Pipe Bending Capacity
Up to 120mm Angle Bending Capacity
22 Kw Main Motor Power

HAR-240 Hydraulic Angle Rolls
Ø240/220 mm shaft diamaters
600 cm³ Section Modulus Capacity
Up to 8” SCH 40 (Ø219mm) Pipe Bending Capacity
Up to 160mm Angle Bending Capacity
37 Kw Main Motor Power

HAR-300 Hydraulic Angle Rolls
Ø300/280 mm shaft diamaters
1600 cm³ Section Modulus Capacity
Up to 12” SCH 40 (Ø324mm) Pipe Bending Capacity
Up to 200mm Angle Bending Capacity
45+15 Kw Main Motor Power
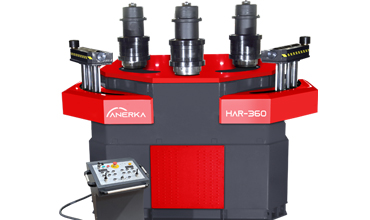
HAR-360 Hydraulic Angle Rolls
Ø360/340 mm shaft diamaters
6500 cm³ Section Modulus Capacity
Up to 20” SCH 40 (Ø508mm) Pipe Bending Capacity
Up to 200mm Angle Bending Capacity
55+22 Kw Main Motor Power
Advantages of Anerka Plate & Angle Rolls
• Quality begins on the inside and at Anerka our machines are loaded with top-of-the-line world class components. Duplomatic valves, Marzocchi pumps, Bonfiglioli gearboxes, Siemens electrical components, Opkon encoders.
• Stress-relieved box design frames and chassis. This helps increase stiffness and reduce flexing of the machine, insuring optimal bending results.
• Largest roll shaft diameter of any comparably sized machine. This helps minimize shaft deflection even under maximum load, allowing you to produce better roll results.
• Highest drive torque per machine per size.
• Most powerful bending forces generated by the two lower (side) rolls. Together with the highest drive torque, productivity is increased, your rolling jobs are completed faster.
• Only SKF / FAG bearings used throughout the machine.
• High strength forged and quenched CK45 & 4140 steel used for all roll tooling.
About Anerka








Anerka was established in Bursa / Turkey in 2016 by Atakan Nerminer and Ramazan Kaba who has more than 25 years of experience in the design and production of roll bending and profile bending machines.
Mission Statement
Anerka is committed: To provide the highest quality product possible through our highly skilled and dedicated employees and state-of-the-art and patented products and manufacturing process. To pursue an aggressive, outgoing research and development program thus insuring its future as a leader in sheet metal working machines. To provide the highest standards of service available through our highly trained, domestic and international field representatives and customer service personnel. Propper employees are expected to serve the customer with the highest level of technical knowledge in the industry.FAQ
Why Should I Consider a 4 Rolls Over a 3 Rolls?
With our 4 roll machines the bottom roll moves up to pinch the plate edge securely against the top roll while the side roll is raised to form an accurate pre-bend, minimizing the flat zone on the plate edge. Pre-bending on a three roll machine requires that plates be tilted down as they are being fed. In contrast, plates are loaded horizontally at the feed level for pre-bending on our four roll machine, which allows the use of horizontal motorized roller tables to help feed the plate. Plate feeding can take place on either side of our four roll machine. If fed from only one side, they can even be placed up against a wall to save floor space. The side rolls are positioned to the right and left of the bottom roll and are on their own axes. The independent axis of each roll helps make a perfect bend. The “back” side roll (at the far side of the feeding point) also functions as a back gauge to square the plate for proper alignment. This eliminates the need for someone to assist the operator. The plate is kept square without slipping during both pre-bending and rolling because of the constant secure clamping of the top and bottom rolls.
What machine is ideal for cone bending?
Cone rolling is easier on a four roll machine. The side rolls can be tilted to establish the cone angle and the bottom roll can also be tilted to clamp and drive the plate. Our HR-4 series plate rolls are designed to utilize planetary guides. Our HRR-4 series plate rolls are controlled by rectilinear guides that provide the controlled movement required to create accurate bends and this design increases the longevity of the machines life. This system allows bending of as small as 1.1 times the diameter of the top roll, providing the tightest bend radius in the industry. Through superior construction and design, a massive heavy weight frames and the ability to angle bottom and side rolls our 4 roll plate roller can bend wide angle and small diameter conical parts with ease, with minimal effort from the operator. While most machines on the market can conically bend three times the diameter of the top roll, ours can conically bend 1.5 times the diameter of the top roll and frequently smaller diameters than that. Roll cones like a seasoned plate roll operator.
What is benefits of 4 Rolls?
• The fastest and most accurate bends are made by four roll machines. The plate is held securely in place between the top and bottom rolls while the side rolls move vertically to create the bend.
• The bottom roll moves up to hold the plate edge securely against the top roll while the side roll is raised to form an accurate pre-bend, minimizing the flat zone on the plate edge. Pre-bending on a double pinch three roll machine requires that plates be tilted down as they are being fed. In contrast, plates are loaded horizontally at the feed level for pre-bending on a four roll machine, which allows the use of horizontal motorized roller tables to help feed the plate.
• Plate feeding can take place on either side of a four roll machine. If fed from only one side, they can even be placed up against a wall to save floor space.
• The side rolls are positioned to the right and left of the bottom roll and are on their own axes. The independent axis of each roll helps make a perfect bend. The “back” side roll (at the far side of the feeding point) also functions as a back gauge to square the plate for proper alignment (see figure 1). This eliminates the need for someone to assist the operator.
• The plate is kept square without slipping during both pre-bending and rolling because of the constant secure clamping of the top and bottom rolls.
• Four roll machines do not require the operator to remove, flip, and then try to square the plate a second time after pre-bending, as is the case with three roll initial pinch (IP) machines. Keeping the material in the machine makes four rolls 50% more efficient than three roll IP machines, and allows a cylinder to be rolled to the required diameter immediately following pre-bending.
• Bending the back edge takes place after the cylinder is rolled, for a one direction, single pass operation.
• Cone rolling is easier on a four roll machine. The side rolls can be tilted to establish the cone angle and the bottom roll can also be tilted to clamp and drive the plate.
• Four roll machines are the only type of plate rolls that can effectively make use of NC and CNC controls because of the constant clamping and driving of the material during all steps of rolling. Bending difficult shapes like polycentric or elliptic work pieces can be easily done with CNC four roll machines. .Upcoming Exhibitions


